Pressure Settings For Oxy Acetylene Cutting

Alright folks, let's talk about something that sounds scarier than it is: pressure settings for oxy-acetylene cutting! Think of it like baking a cake. Too much of one ingredient and BAM! You've got a disaster. Same goes for these gases, but instead of a collapsed cake, you might have, well, let's just say it involves sparks and metal going where it shouldn't!
Understanding the Basics: A Gas-Powered Tango
First, we need to understand our dancing partners: oxygen and acetylene. These two gases, when mixed in the right proportions and ignited, create a super-hot flame. This flame is your metal-cutting superhero, ready to slice through steel like butter.
But here's the kicker: they need to be introduced at the correct pressures. Too little, and the flame sputters and dies. Too much, and you've got a roaring inferno that's hard to control (and potentially dangerous!).
Must Read
The Pressure Gauge: Your Dashboard to Metal Mayhem
Think of the pressure gauges on your regulators as the dashboard of your metal-cutting machine. They tell you exactly how much oomph each gas is bringing to the party.
Each gas has its own regulator and gauge. Oxygen is usually green, while acetylene is red. Remembering this color code is like knowing your left from your right, pretty crucial!
These gauges measure pressure in PSI (pounds per square inch). These are the numbers you need to pay attention to. Ignore them at your own peril.
Finding the Sweet Spot: The Goldilocks Zone of Pressure
So, what are the magic numbers? Well, that depends! Think of it as asking, "How much sugar do I put in my coffee?" It all depends on your personal taste (and the thickness of the metal!).
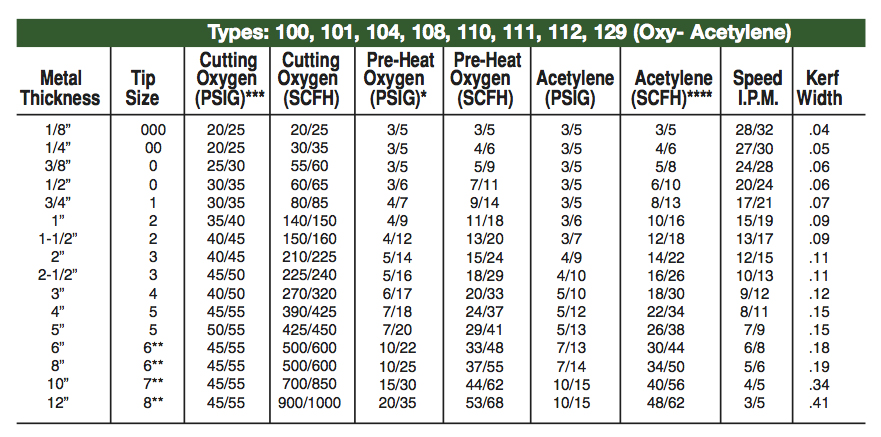
Generally, for cutting thinner steel (like sheet metal), you'll want lower pressures. For thicker steel (think beefy I-beams), you'll need to crank up the juice.
The Acetylene Pressure: Don't Get Greedy!
Here's a golden rule: acetylene is the diva of the duo. It's a bit temperamental. You never, ever want to set the acetylene pressure too high.
Exceeding the recommended pressure for acetylene can make it unstable and, well, let's just say it's not a fun situation. Think of it as poking a sleeping bear with a stick - not recommended.
A good starting point for acetylene is usually around 5-7 PSI. Some situations require more, but always consult your equipment's instructions first.
The Oxygen Pressure: The Muscle of the Operation
Oxygen is the muscle that blows away the molten metal. It's the power behind the cut!
Your oxygen pressure will generally be higher than your acetylene pressure. It's the key to a clean, smooth cut.
A good starting point for oxygen is around 20-30 PSI, but again, this depends on the metal thickness and your cutting tip size.
The Cutting Tip: The Nozzle of Awesome
The cutting tip is the little nozzle at the end of your torch that focuses the flame. It comes in different sizes, each designed for different thicknesses of metal.
The size of the cutting tip directly affects the pressures you'll need. A smaller tip will require lower pressures, while a larger tip will need higher pressures.

Most cutting tips have recommended pressure ranges stamped right on them! This is your cheat sheet. Don't ignore it!
Putting It All Together: A Step-by-Step Guide
Okay, time for the nitty-gritty. Here's a simplified step-by-step guide to setting your pressures:
- Consult your equipment manual: This is your bible. Read it. Know it. Love it.
- Select the correct cutting tip: Choose the tip size appropriate for the thickness of the metal you're cutting.
- Adjust the acetylene pressure: Slowly open the acetylene valve on your regulator and set the pressure to the recommended level (usually around 5-7 PSI to start).
- Adjust the oxygen pressure: Slowly open the oxygen valve on your regulator and set the pressure to the recommended level (usually around 20-30 PSI to start).
- Test the flame: Light the torch and adjust the gas valves until you get a neutral flame (more on that later).
- Make adjustments as needed: As you cut, you may need to tweak the pressures slightly to achieve the best results.
The Neutral Flame: Your Key to Cutting Success
The neutral flame is the ideal flame for most cutting applications. It's a balanced flame that provides the right amount of heat without adding or removing carbon from the metal.
A neutral flame has a well-defined inner cone surrounded by a blueish outer flame. Think of it like a tiny, controlled explosion of awesome.
Too much acetylene, and you'll get a carburizing flame (excess acetylene). Too much oxygen, and you'll get an oxidizing flame (excess oxygen). Both are bad for cutting, think of it like trying to paint with mud or water.
Troubleshooting: When Things Go Wrong (and They Will)
Sometimes, despite your best efforts, things just don't go according to plan. The flame might sputter, the cut might be uneven, or the metal might refuse to cooperate.

Here are a few common problems and their solutions:
- Sputtering flame: Could be low gas pressure, a clogged cutting tip, or a leak in the system. Check your pressures, clean your tip, and inspect your hoses.
- Uneven cut: Could be incorrect pressures, a dull cutting tip, or unsteady hands. Adjust your pressures, replace your tip, and practice your technique.
- Metal won't cut: Could be insufficient heat, too much scale on the metal, or the wrong cutting tip. Increase your pressures, clean the metal, and use the correct tip size.
Safety First: Don't Be a Daredevil!
Oxy-acetylene cutting is a powerful tool, but it can also be dangerous if not used properly. Safety should always be your top priority.
Always wear appropriate personal protective equipment (PPE), including safety glasses, gloves, and a welding helmet. Protect your eyes, folks! Sparks are NOT fashion accessories.
Work in a well-ventilated area to avoid inhaling fumes. Keep flammable materials away from the cutting area.
Double-check your connections and hoses for leaks before lighting the torch. And never, ever cut near flammable liquids or gases.
"Safety isn't expensive, it's priceless."
Practice Makes Perfect: Become a Metal-Cutting Maestro
Like any skill, oxy-acetylene cutting takes practice to master. Don't be discouraged if you don't get it right away. Keep practicing, and you'll eventually become a metal-cutting maestro.
Start with scrap metal and experiment with different pressures and techniques. Watch videos, read articles, and ask experienced welders for advice.

The more you practice, the better you'll become at judging the correct pressures and achieving clean, accurate cuts. You'll be whipping through steel like a hot knife through butter in no time!
Beyond the Basics: Advanced Techniques
Once you've mastered the basics, you can start exploring more advanced techniques, such as cutting bevels, piercing holes, and cutting curves.
These techniques require a bit more finesse and control, but they can greatly expand your metal-cutting capabilities. Think of it as graduating from stick figures to Renaissance masterpieces.
With practice and dedication, you can become a true artist with a cutting torch. You'll be able to shape metal into anything you can imagine, limited only by your creativity.
Final Thoughts: Go Forth and Cut!
So there you have it! A crash course in pressure settings for oxy-acetylene cutting. It might seem daunting at first, but with a little knowledge, practice, and a healthy dose of caution, you'll be cutting metal like a pro in no time.
Remember to always prioritize safety, consult your equipment manual, and practice, practice, practice!
Now go forth and cut! Just, uh, maybe don't try to cut your car in half. Stick to scrap metal for now, okay?