Oxy Acetylene Torch Settings For Cutting

Alright, settle in folks, grab your coffees (or something stronger, no judgement here), because we’re about to delve into the thrilling world of oxy-acetylene cutting! Now, I know what you’re thinking: "Cutting metal with fire? Sounds…dangerous and potentially like something I’d screw up spectacularly.” And you’re not entirely wrong! But fear not, my friends, because with a dash of knowledge and a healthy dose of caution (and maybe a fire extinguisher nearby, just in case…), you too can wield this fiery dragon with surprising finesse.
First things first: we gotta talk about the dance of the gases. We're talking oxygen and acetylene. Think of them as two divas who need to be just right before they’ll perform. Too much of one, and you've got a screeching, out-of-tune performance. Too little, and they just stand there looking bored. And nobody wants bored divas!
The Pressure's On (But Don't Panic!)
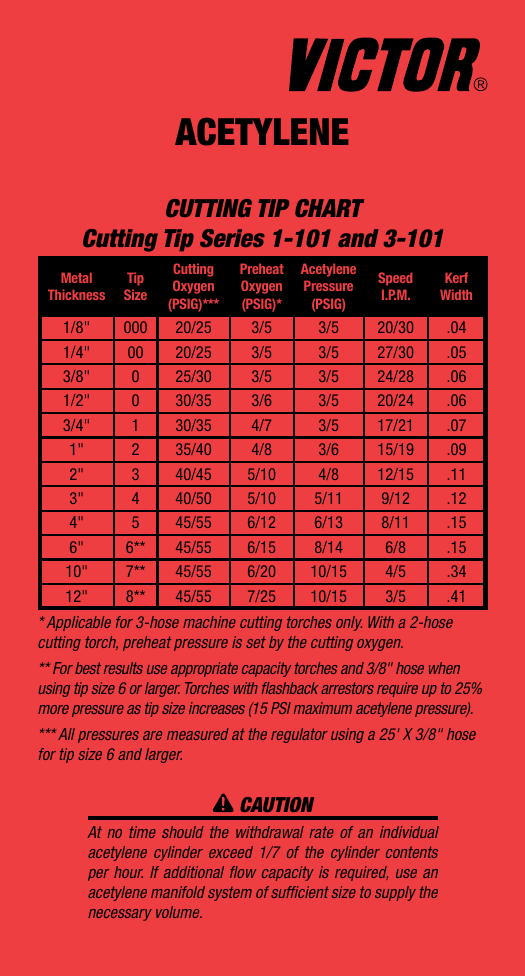
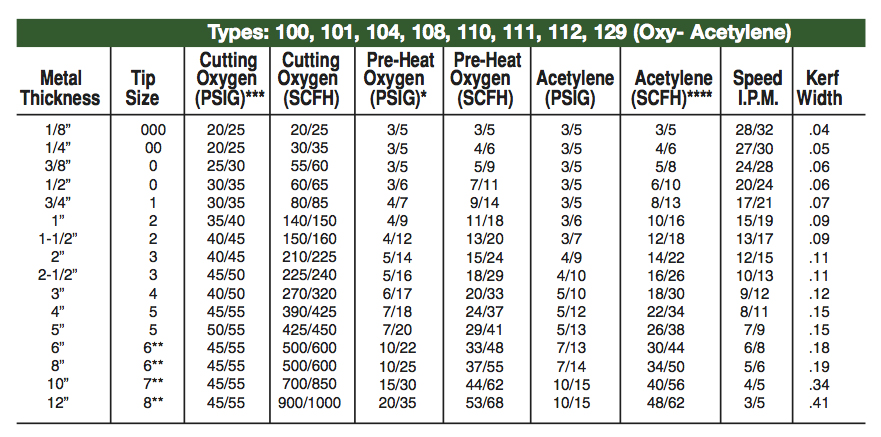
Setting your pressures is key. Think of it as finding the Goldilocks zone: not too high, not too low, but juuuust right. Now, I can’t give you specific numbers right off the bat because different torches, different metal thicknesses, and even the phase of the moon (okay, maybe not the moon) can affect things. Always, always consult your torch manufacturer's instructions. Those little booklets aren't just for collecting dust!
Must Read
However, as a general guideline, for cutting mild steel, you might start with something like 5-8 PSI for acetylene and 25-40 PSI for oxygen. That’s PSI, by the way, not personal stress indicator, although that might be through the roof the first few times you try this! Just imagine the PSI as a suggestion! Now, I'll say it again, those are just suggested starting points. Crank them up in increments, until that flame dances just right!
Pro-Tip: Start with the acetylene. Open the acetylene valve on your torch a little (like, a teensy bit) and light it with a striker. You should get a sooty, orange flame. Then, slowly open the acetylene valve on the tank until you reach your desired pressure. Repeat for the oxygen, making sure to open the tank valve fully. This helps prevent leaks and explosions. Because nobody wants an unplanned pyrotechnic display, except maybe Michael Bay.
The Flame: From Sooty Mess to Cutting Machine
Once you’ve got your pressures set, it's time to adjust the flame. This is where things get interesting. Remember that sooty, orange acetylene flame? We need to tame that beast. Slowly open the oxygen valve on your torch. The flame will start to change, shrinking down and becoming brighter. What we're aiming for is a neutral flame. This is the one we want for cutting. Think of a neutral flame as a perfectly balanced superhero, ready to save the day (or, you know, cut some steel).
A neutral flame has a well-defined inner cone (a bright, whitish-blue color) and a slightly hazy outer envelope. If you have too much acetylene, you'll have a longer, feathery, and potentially unstable flame. If you have too much oxygen, the flame will be shorter, harsher, and might even make a hissing sound. Neither of those is a superhero, trust me!

Fun Fact: An oxidizing flame (too much oxygen) can actually weaken the metal you're cutting. It's like giving the metal a bad case of sunburn. Not cool, flame, not cool!
Cutting the Cheese (or Steel, Whatever)
Now for the fun part: actually cutting! Position your metal securely. Remember, hot metal goes where it wants, and usually that’s not where you want it. Pre-heat the edge of the metal with the inner cone of your neutral flame until it reaches a bright cherry red. This might take a minute, depending on the thickness of the metal. Think of it like warming up your muscles before a workout. You wouldn’t just jump into lifting heavy things without warming up, would you? (Okay, maybe some of you would, but you'd regret it later!).

Once the metal is hot enough, slowly depress the oxygen lever on your torch. This blasts a high-pressure stream of oxygen onto the heated metal, causing it to rapidly oxidize (burn, basically) and blow away the molten material. Move the torch steadily along the cutting line, maintaining a consistent speed. If you move too slow, you'll get a wider, sloppier cut. Too fast, and you'll lose the cut entirely and have to start over. It’s like trying to parallel park: slow and steady wins the race (or, in this case, the clean cut).
Warning: Molten metal is hot. Like, really, really hot. Wear appropriate safety gear, including safety glasses, gloves, and a leather apron. And maybe consider wearing fireproof pants, just in case. Nobody wants a molten metal surprise on their… well, you know.
Practice makes perfect (or at least, it makes you less likely to set things on fire). Don't be discouraged if your first few cuts look like they were done by a drunken chimpanzee. Just keep practicing, and eventually, you'll be cutting metal like a pro. Just remember those divas, balance your gases, stay safe, and don't forget the fire extinguisher!