Contact Tip To Work Distance
Ever stop to think about the little things in life that make a monumental difference? You know, like that perfect pinch of salt that transforms a dish, or the exact right amount of air in your car tires? In the world of welding, there's a fascinating unsung hero, a seemingly small detail that can absolutely make or break your weld: it's called Contact Tip To Work Distance, or CTWD for short.
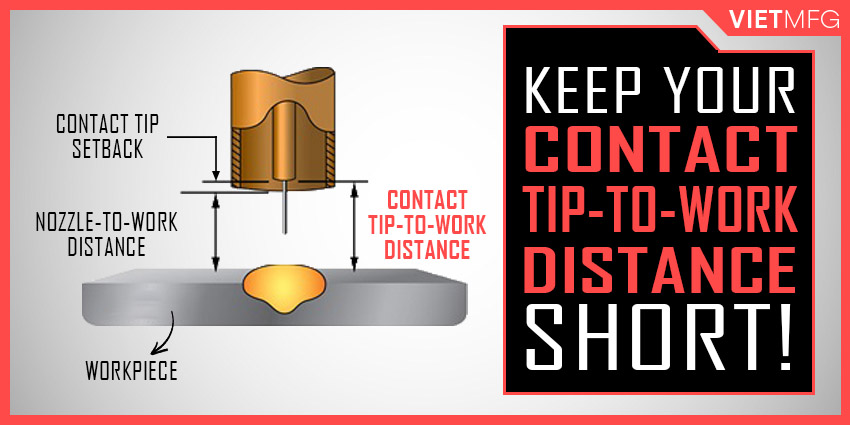
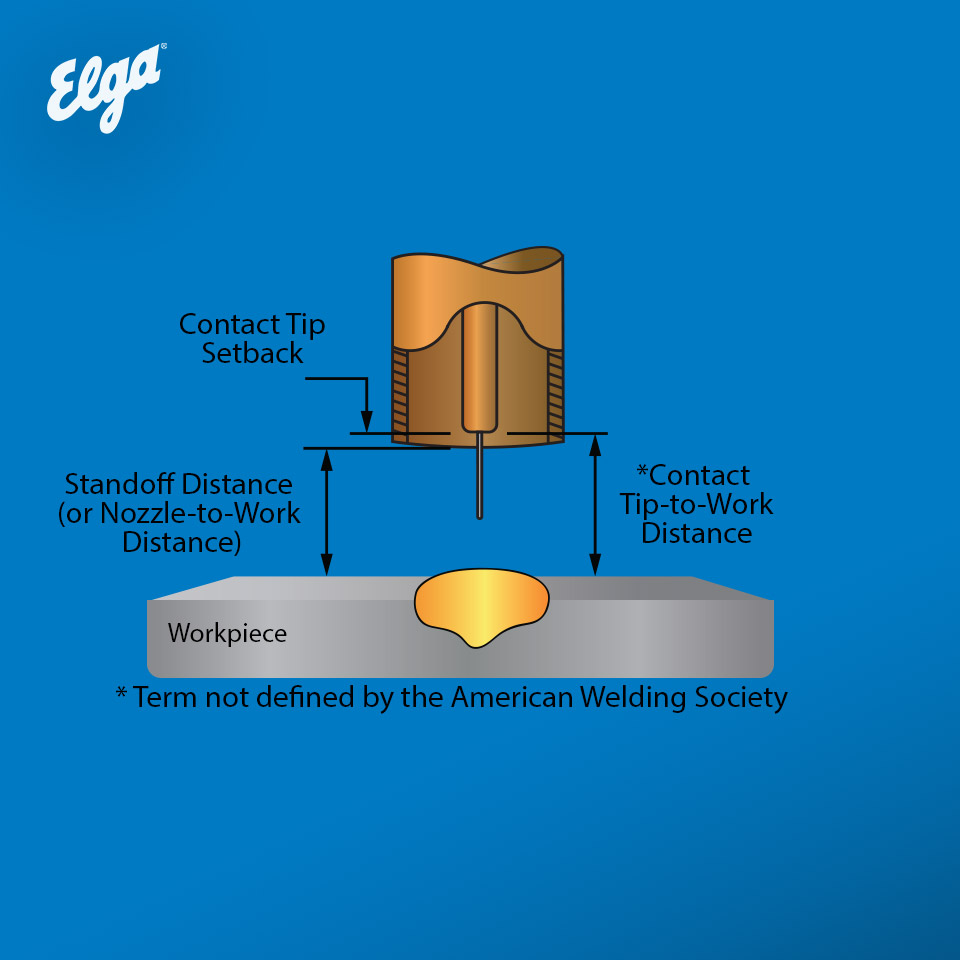
Now, don't let the technical-sounding name fool you. We're not diving into rocket science here. Think of CTWD as the secret handshake between your welding machine and your metal. It's essentially the physical space between the very end of your contact tip (that little copper piece where the welding wire comes out) and the surface of the metal you're trying to join. Simple, right? But oh, the power it holds!
You might hear welders talk about "stick-out" – that's often what they mean when referring to CTWD. It’s important not to confuse it with arc length, which is the distance from the end of the wire to the actual weld puddle. CTWD includes that bit of wire poking out before the arc even starts. Clear as mud? Hopefully, clearer than that!
Must Read
Why Does This Tiny Distance Matter So Much?
Here's where it gets really interesting. Imagine you're a painter, trying to get that perfect spray. If you hold the spray can too close, you get drips and runs, right? Too far, and you get a dusty, uneven coat. Welding with the right CTWD is a lot like finding that perfect distance for your spray paint – it dictates the energy delivery to your workpiece.
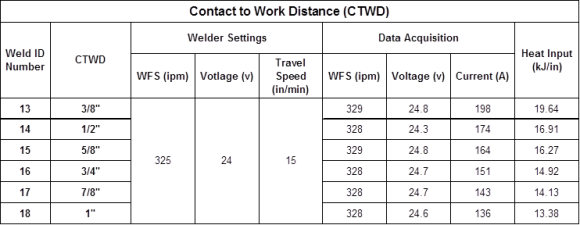
The further the welding wire has to travel from the contact tip to the metal, the more electrical resistance it encounters. This resistance actually heats up the wire before it even hits the puddle. It’s like a little pre-heat oven! This "pre-heating" effect directly impacts the amperage and, consequently, the heat output of your weld.

Think of it like a musician plucking a guitar string. The same string can produce wildly different sounds depending on how much pressure and distance the finger applies. With CTWD, a small change in distance can lead to a big change in your weld's "sound" or, more accurately, its quality.
The Goldilocks Zone: Not Too Short, Not Too Long
Let's break down what happens if your CTWD isn't quite right:

1. Too Short CTWD (Wire Poking Out Just a Little): If your CTWD is too short, the wire doesn't have much time to pre-heat. This means you’re delivering a hotter, more concentrated arc. What does that mean for your weld? Well, it can lead to excessive penetration – great if you're working on thick steel and want deep fusion, but a definite recipe for burn-through if you're on thin sheet metal. Your bead might be narrower, and the arc can feel harsh, almost aggressive. It’s like trying to drink coffee that’s just a little too strong – a bit much to handle!
2. Too Long CTWD (Lots of Wire Sticking Out): On the flip side, if your CTWD is too long, the wire gets a lot of pre-heat. This sounds good, but it actually means your effective amperage at the arc is lower. The arc becomes softer, colder, and less focused. What happens then? You often get lack of fusion (the weld doesn't properly melt into the base metal), a really wide, flat, and sometimes lumpy bead, and often a lot of annoying spatter. It's like trying to light a campfire with a damp match – you just don't get the oomph you need!
Finding Your Sweet Spot: A Personal Touch
So, what's the perfect CTWD? Ah, if only there were one magic number! The truth is, it depends on a few things: the type of welding wire you're using, the material thickness, the welding position, and even your personal style. For most general MIG welding, a good starting point is often around 3/8 to 1/2 inch (about 10-13mm). But it's less about strict measurement and more about developing a feel.
Think of yourself as an archer. An experienced archer knows exactly how much to draw the string for different targets and distances. Too short a draw, and the arrow lacks power; too long, and it's awkward and inaccurate. The right draw length for the right shot is crucial for hitting the bullseye. Your CTWD is your welding draw length!
Learning to consistently maintain your CTWD is a huge step toward becoming a better welder. It means fewer mistakes, less cleanup, and ultimately, stronger, prettier welds. It’s a skill that pays dividends every time you strike an arc.
Practice Makes Perfect (and Consistent)
How do you get good at it? Practice, practice, practice! One trick is to rest your wrist or forearm on the workbench or workpiece if possible. This helps stabilize your hand and maintain that consistent distance. Another is to simply pay attention – listen to the sound of your arc (it changes!), watch the weld puddle, and consciously try to keep that wire stick-out steady.
In conclusion, CTWD might sound like a minor detail, but it's actually a master key to unlock better welding performance. It’s a subtle yet powerful lever you pull with your hand, directly influencing the character and strength of your metal bond. Next time you pick up a welding gun, give a little nod to this fascinating, often-overlooked hero. Understanding and controlling your Contact Tip To Work Distance isn't just about making better welds; it's about gaining a deeper, more intuitive connection with your craft. And isn't that pretty cool?