Aluminum Tig Filler Rod Chart

Okay, picture this: I’m in the shop, late one night (because that’s when all the best, or worst, ideas happen, right?). I’ve got this aluminum project, some random bracket that needs a quick repair. “Aluminum is aluminum,” I thought, with the boundless naivety of someone who hasn’t yet learned the hard way. I grabbed a random spool of what I thought was pretty standard aluminum TIG filler, prepped my piece, and laid down what I hoped would be a beautiful, stack-of-dimes weld.
Oh, honey, no. It looked like I’d tried to weld butter with a blowtorch. Porosity, an ugly grey color, and a distinct lack of structural integrity. I stared at it, bewildered, then kicked myself. That’s when it hit me: aluminum is absolutely not just aluminum. And the filler rod? It’s not just a shiny stick.
If you’ve ever found yourself in that same head-scratching situation, or if you’re just getting into the glorious world of TIG welding aluminum, you know the struggle is real. It’s like trying to pick out a spouse for your base metal – you want compatibility, strength, and ideally, something that won’t crack under pressure. And that, my friends, is where an Aluminum TIG Filler Rod Chart becomes your absolute best buddy.
Must Read
Why Can't I Just Grab Any Old Rod?
Let’s be real. Aluminum alloys are tricky beasts. They’re mixed with all sorts of other elements like silicon, magnesium, copper, and zinc, each giving the metal different properties. These properties dictate how it behaves when heated, its strength, its corrosion resistance, and even its color after welding or anodizing. Throwing the wrong filler rod into that mix is like trying to put diesel in a gasoline engine – it just ain't gonna work right, and you’re gonna have a bad time.
Choosing the right filler rod is about ensuring your weld is:
- Strong: As strong, or ideally stronger, than the parent material.
- Crack-Resistant: Aluminum is prone to hot cracking, especially if the filler doesn’t play nice with the base metal.
- Corrosion-Resistant: Especially crucial for marine or outdoor applications.
- Aesthetically Pleasing: Sometimes you need a specific color match, especially if the part will be anodized.
The Heavy Hitters: 4043 vs. 5356
When you look at an aluminum filler rod chart, two numbers will jump out at you almost immediately: 4043 and 5356. These are like the Beyoncé and Rihanna of aluminum filler rods – both stars, but with different vibes and for different occasions.
The Everyday Hero: 4043
Think of 4043 as your go-to, general-purpose guy. It's alloyed with about 5% silicon. This silicon does a few magical things: it significantly improves the weld fluidity, making it flow beautifully, and it helps reduce hot cracking in many common aluminum alloys, especially the 6XXX series (like 6061, the most common structural aluminum). It's got a lower melting point, which can be nice, and it produces bright, clean welds.
However, there are a few caveats. Welds made with 4043 generally have lower ductility than 5356 welds. More importantly, because of its silicon content, 4043 welds will turn dark gray when anodized. So, if your project is going to be anodized a specific color, 4043 is probably not your friend. Also, it’s not recommended for applications that will see sustained temperatures above 150°F (65°C), as it can become brittle.

The Strength Specialist: 5356
Now, 5356 is the brawnier cousin. It’s alloyed with around 5% magnesium. This magnesium gives it higher tensile strength and much better ductility than 4043. It’s the preferred choice for marine environments because of its excellent corrosion resistance to saltwater. And here’s the kicker: 5356 welds will color-match with most common aluminum alloys after anodizing, making it the superstar for aesthetic applications.
But wait, there's a catch (isn't there always?). The magnesium in 5356 can create more black soot during welding, which means more cleanup. Also, while it offers superior strength, it’s generally not recommended for applications that will be exposed to sustained temperatures above 150°F (65°C) either, as magnesium can precipitate out, leading to stress corrosion cracking.
Beyond the Big Two: A Quick Nod
While 4043 and 5356 will cover a huge chunk of your aluminum TIG needs, a good chart will also introduce you to others. For instance, 4047, which has an even higher silicon content (around 12%), is often used for brazing or when you need extreme fluidity and crack resistance on very thin material. Or 5183 and 5556, which are even stronger magnesium alloys for highly critical, high-strength applications where you really need to match the strength of aerospace-grade materials. You usually won't grab these for a simple repair, but it's good to know they exist!

How to Use This Magical Chart
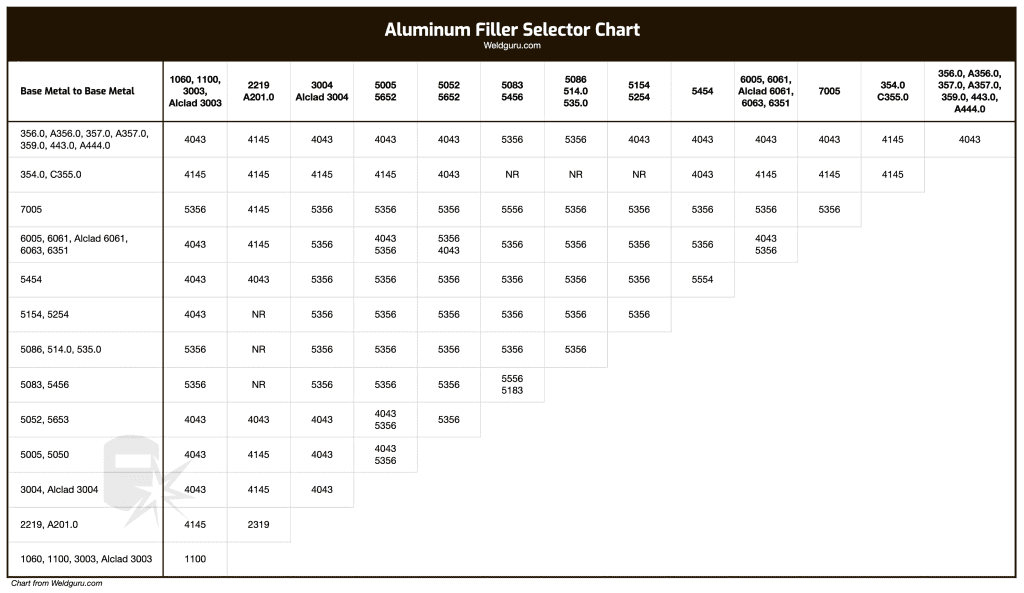
So, how do you actually use this mythical chart? It's deceptively simple, but requires one crucial piece of information: You absolutely have to know your base metal.
Seriously, this is step one. If you don't know if you're welding 6061, 5052, 3003, or some mystery alloy, you're just guessing. Once you identify your base metal (look for stamps, ask the supplier, or do a spark test if you’re feeling adventurous), the chart usually lays it out like this:
Base Metal -> Recommended Filler Rods -> Special Considerations (anodizing, strength, temperature, corrosion).
![TIG Welding Aluminum: The #1 GUIDE For Beginner [2021]](https://vietmfg.com/wp-content/uploads/2020/08/Choosing-filler-rod-for-TIG-Welding-Aluminum-768x875.png)
You’ll often see a primary recommendation and a secondary one. The choice between them usually comes down to your specific application and what properties are most important to you – strength, corrosion resistance, or that perfect color match after anodizing.
Final Thoughts & A Friendly Nudge
Don't be like me, thinking "aluminum is aluminum" in the dead of night. Invest a little time in understanding your base metal and referencing a good Aluminum TIG Filler Rod Chart. It doesn’t have to be a physical, laminated chart (though those are awesome); there are tons of great resources online from filler rod manufacturers like Lincoln Electric, Miller, ESAB, and Hobart. Print one out, save it to your phone, whatever works!
It’s all about making your life easier, your welds stronger, and your finished projects looking absolutely pro. Happy welding, my friends!