6013 Welding Rod Amperage Chart

Alright, grab a comfy chair, maybe a cup of coffee (or a cold one, no judgment here!), because we're about to demystify something super important in the world of welding: the 6013 welding rod amperage chart. Think of me as your friendly welding guru, here to make sense of all those numbers and help you get that perfect sizzle!
The 6013 rod? Oh, it's like the beloved, slightly scuffed, but always reliable pair of jeans in your wardrobe. It’s the friendly neighborhood superhero of electrodes, especially if you're just starting out or working on general fabrication, light repairs, or even some art projects. It’s forgiving, produces a nice, smooth bead, and works wonderfully on both AC and DC machines. Basically, it’s a crowd-pleaser!
But even our most reliable hero needs the right amount of juice, right? Too much power, and you're blowing holes faster than a squirrel with a nut addiction. Too little, and you're just making a sticky mess that looks like pigeon droppings. That’s where our amperage chart swoops in to save the day!
Must Read
Why Does Amperage Even Matter?
Imagine trying to toast a marshmallow. Too close to the fire? POOF! Black charcoal. Too far? It's still a cold, hard marshmallow. Amperage for your welding rod is exactly like that heat control. It dictates how hot your arc is, which in turn affects your penetration, bead appearance, and overall weld quality. It’s the secret sauce!
Your Go-To 6013 Amperage Cheat Sheet (It's a Starting Point!)
Now, before you engrave these numbers onto your soul, remember this is a guideline, not a gospel carved in stone! Think of it as your GPS telling you "start here," but you might need to adjust for traffic (or, you know, rusty metal). Always, always test on scrap metal first!
Here’s a general rundown for common 6013 rod diameters:
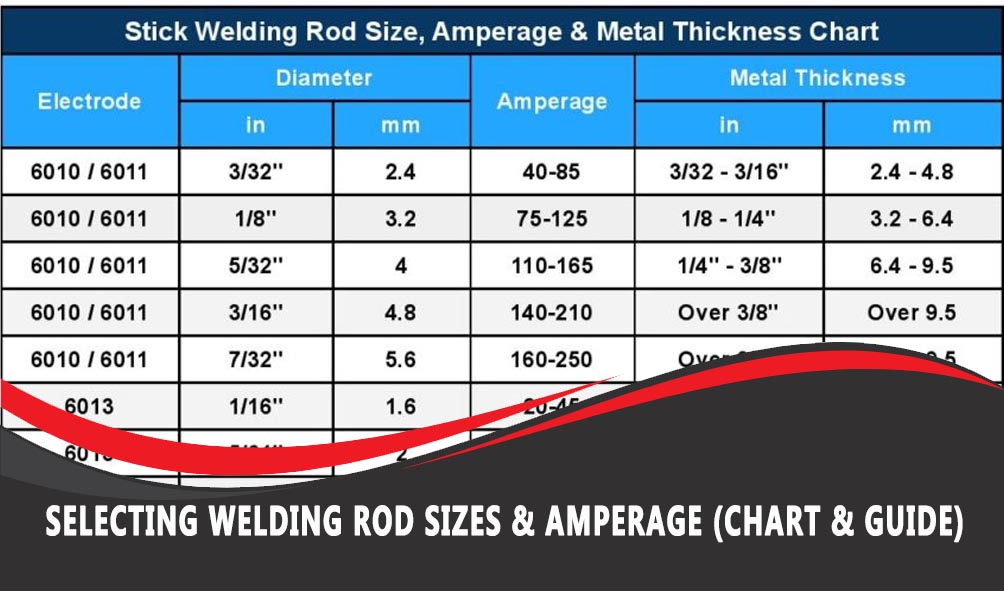
- 1/16" (1.6 mm) Diameter:
This little guy is for super thin stuff – think sheet metal, small tack welds. It doesn't need much power.
Amperage Range: 20 - 50 Amps
- 3/32" (2.4 mm) Diameter:
Probably the most common size, great for general light fabrication and repairs. Your all-rounder!
Amperage Range: 40 - 90 Amps
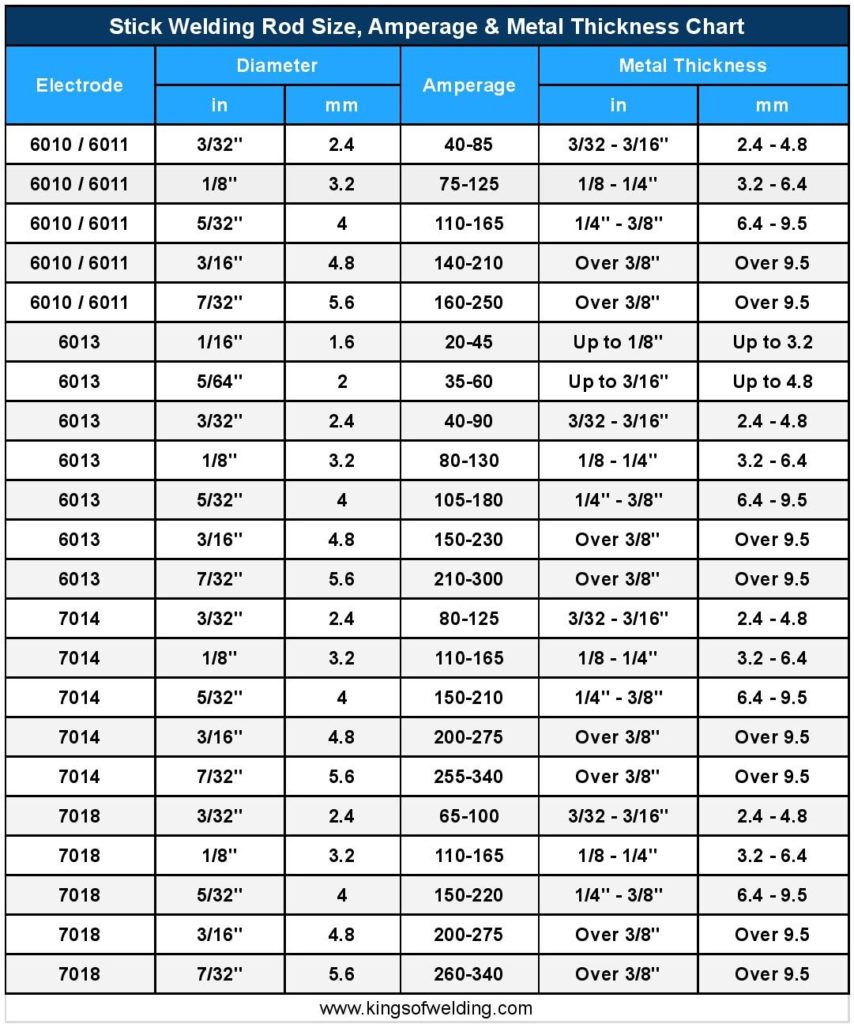
Welding Rod Amperage Chart at Darcy Ryan blog - 1/8" (3.2 mm) Diameter:
Stepping up a bit for thicker materials. This is your workhorse for many projects around the shop.
Amperage Range: 70 - 130 Amps
- 5/32" (4.0 mm) Diameter:
For those times you need to lay down a more substantial bead on thicker plates. Bring on the power!

6013 Welding Rod Specifications – Smooth, Clean, and Easy Welding Amperage Range: 100 - 180 Amps
But Wait, There's More! Factors That Twist the Dial
The chart is a fantastic start, but several things can make you want to tweak those numbers up or down. It's like baking – the recipe is there, but your oven might run a little hot!
- Metal Thickness: Thicker metal needs more heat (higher amps) to penetrate properly. Thin metal? Less heat, or you’ll burn through faster than a reality TV scandal.
- Joint Type: A fillet weld (like a T-joint) might need a bit less than a deep groove weld.
- Welding Position: Welding overhead or vertical might require slightly lower amps to control the puddle from dripping. Gravity is a harsh mistress!
- Travel Speed: Moving slower means more heat input in one spot, so you might need slightly lower amps. Zipping along? You might crank it up a notch.
- Material Cleanliness: Got some rust or paint? It's not ideal, but 6013 is tolerant. You might need a tiny bit more amperage to burn through contaminants, but cleaning your metal is always best practice!
- Your Machine: Some welders just run a little hotter or colder than others. Get to know your machine!
Finding Your Personal "Sweet Spot"
This is where the magic happens! Grab some scrap metal that matches your project. Start with the recommended amperage from our chart. Then, fire up that arc and listen. A good weld usually has a consistent, crackling sound, like bacon frying happily.
Too high an amp? You'll hear a furious, sputtering hiss, the metal will undercut, and you might get burn-through. It's like trying to drink soup with a firehose.

Too low an amp? You’ll get a weak, unstable arc that sputters and sticks, with a lumpy, cold-looking bead. The weld will sit on top of the metal, not really fusing – essentially just giving it a tiny, metallic hat.
Adjust your amperage in small increments (5-10 amps) until you see that beautiful, consistent puddle forming, good penetration, and a nice, even bead. Practice, practice, practice! That's the real secret ingredient.
Go Forth and Fuse!
So there you have it! The 6013 welding rod is a fantastic, forgiving companion, and with this amperage chart as your trusty guide, you’re well on your way to laying down some impressive beads. Don’t be afraid to experiment, tweak those dials, and listen to what your weld is telling you. Welding is an art and a science, and every time you strike an arc, you’re creating something new and strong.
Now go on, grab your hood, your rods, and that trusty welder. There’s metal out there just waiting to be joined. Happy welding, my friend!