1/8 6013 Welding Rod Amperage
Alright, settle in, grab a virtual coffee, because we're about to dive into one of the great mysteries of the universe. No, not dark matter or the Bermuda Triangle. We're talking about something far more thrilling for the average garage warrior: the mystical art of setting the right amperage for your 1/8 6013 welding rod.
If you've ever stared at your welder's dial, feeling like you're trying to crack the Da Vinci Code, you're not alone. It’s a dance, a delicate balance, and frankly, sometimes it feels like trying to teach a squirrel to tap dance. But fear not, my friend, because the 1/8 6013 is the undisputed friendly giant of the welding world. It's the golden retriever of electrodes – eager to please, forgiving, and generally just a good time.
Meet Our Star: The 1/8 6013 Rod
First things first, why the 6013? Well, it’s like the Swiss Army knife of welding rods. It works on AC or DC, can handle various positions, and creates a smooth, easy-to-clean bead. For beginners, it's often the first rod you’ll fall in love with. It doesn't judge your shaky hands or your questionable arc strikes. It just wants to lay down some decent metal.
Must Read
And the "1/8" part? That's its diameter, a common size for general fabrication, repair, and just getting stuff done around the shop. It's not too big to be unwieldy, not too small to disappear. Think of it as the Goldilocks size for many everyday welding tasks.
Amperage: The "Oomph" Factor
Now, let's talk amperage. What is it, really? In layman's terms, amperage is the heat and power you're shoving through that little metal stick. Imagine your welding machine as a glorified stove burner. Too low, and your soup never heats up. Too high, and you've got a charred mess that used to be dinner. Welding is pretty much the same, just with molten metal instead of minestrone.
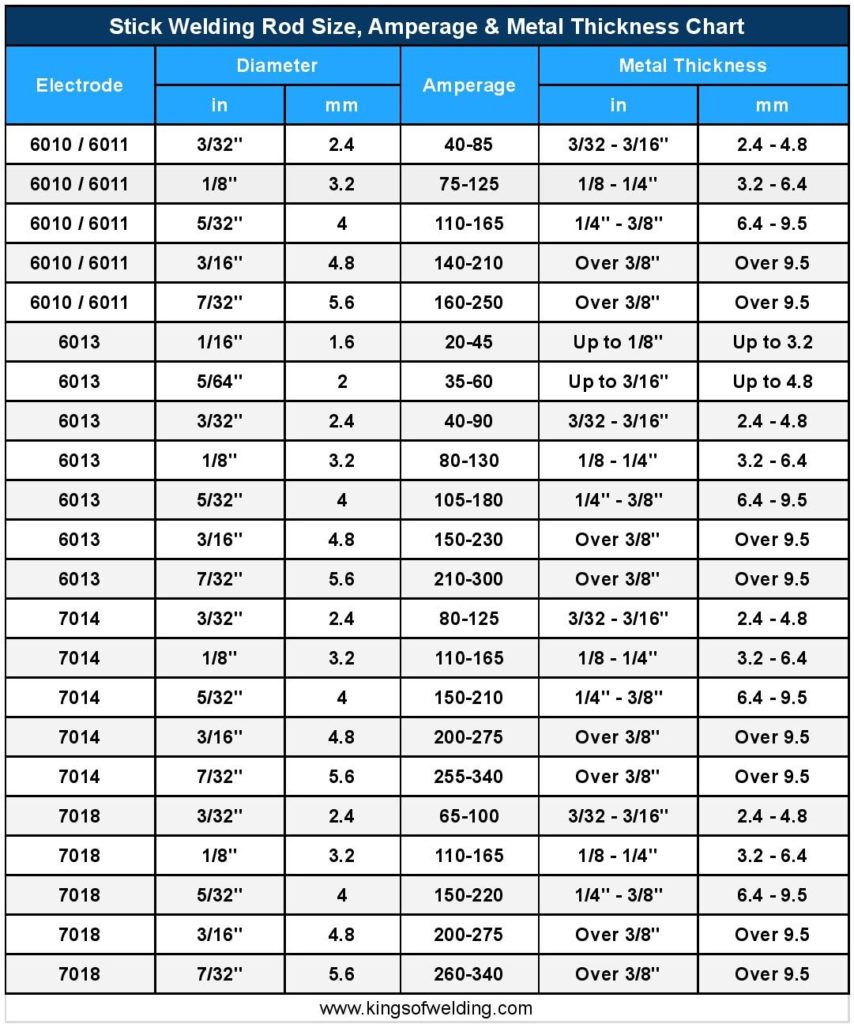
For our beloved 1/8 6013, the generally accepted amperage range is somewhere between 70 and 120 amps. Yes, that's a range, not a single magic number. Because welding, like baking, has a thousand tiny variables. Are you welding thick steel or thin sheet metal? Is it a pristine new piece, or something you dug out of a swamp? All these things play into your perfect amp setting.
The golden rule? Start low and work your way up. Think of it as slowly turning up the volume on a tricky song. You don't want to blow out your speakers right away, do you?

Too Cold: The Sputter and Stick Struggle
What happens if your amperage is too low? Oh, boy. It’s a comedy of errors. Your rod will stick to the workpiece like a toddler to a lollypop. You'll get frustrated, it'll sputter and hiss like a grumpy cat, and the arc will be about as stable as a unicycle on ice. This is what we call a "cold" weld.
You'll get poor penetration – meaning the weld sits on top of the metal rather than fusing into it. Imagine trying to glue two bricks together with a single drop of Elmer's. It'll look terrible, it'll sound worse, and it certainly won't hold. It’s like trying to cook a steak with a matchstick – ineffective and utterly exasperating.
Too Hot: The Burn-Through Blues
On the flip side, crank that dial too high, and you’re in for a different kind of trouble. This is the "hot" weld scenario. Your rod will melt so fast it'll feel like trying to write with a crayon on a hot plate. You'll create a huge, sloppy puddle, probably blow right through thinner material, and shower your entire workshop in spatter like a metal confetti cannon gone rogue.

This is where your workpiece can look like Swiss cheese, full of holes and undercut, where the base metal next to your weld melts away, leaving a weak spot. It’s the equivalent of turning your oven up to 500 degrees for a delicate soufflé. Disaster. Total, absolute disaster. And the cleanup? Forget about it. You'll be grinding spatter off surfaces until next Tuesday.
Finding Your Personal Sweet Spot
So, how do you find that mythical "just right" amperage? It’s part science, part art, and a whole lot of practice. Here are a few pointers:
- Listen to the Arc: A good arc with a 6013 should make a crisp, steady crackling sound, like bacon frying happily. If it's a soggy sizzle, it's too cold. If it's a deafening roar, it's too hot.
- Watch the Puddle: The molten puddle behind your arc should be smooth, manageable, and flow nicely. If it's lumpy and refuses to spread, go up. If it's wild, runny, and threatens to engulf your entire workshop, dial it back.
- Check the Penetration: After a test weld on scrap, inspect the back side. You want a little "sugar" – a slight bleed-through of heat, indicating good penetration without burning a crater.
- Consider Your Material: Thicker material generally needs more juice. Welding a quarter-inch plate? You’ll be closer to the 110-120 amp range. Welding 16-gauge sheet metal? You might be closer to 70-80 amps. It's like cooking a thick steak versus a thin fish fillet; they both need heat, but different amounts.
- Pay Attention to Position: Welding flat is usually more forgiving. For vertical or overhead welds, sometimes a slightly lower amperage helps manage the puddle from running away like a mischievous toddler.
Don't be afraid to experiment! Grab some scrap metal, a dozen 1/8 6013 rods, and play around. Start at 80 amps. Run a bead. Then try 90. Then 100. Feel the difference. See the difference. It’s like learning to ride a bike – you might wobble and fall a few times, but eventually, you’ll find your balance.
The Unexpected Joy of 6013 Amperage
What’s truly surprising about the 1/8 6013 is how forgiving it is. While other rods might demand absolute precision, the 6013 says, "Hey, no worries, we'll get there together!" It's the therapy dog of welding electrodes, calming your nerves and making you feel like a seasoned pro even when you're just starting out.
So, the next time you're facing that amperage dial, remember: it’s not an interrogation; it’s an invitation to a delicious meal. Find your sweet spot, enjoy the sizzle, watch that molten puddle behave, and create something awesome. Happy welding, my friends!