1/8 6010 Welding Rod Amperage
Alright, grab a metaphorical coffee, settle in, because we're about to dive into the electrifying (and sometimes hilariously frustrating) world of welding amperage, specifically for that legendary beast of a rod: the 1/8 6010. This isn't just any welding rod; it's the Wolverine of electrodes, the energizer bunny of penetration, the rod that laughs in the face of rust and dirty metal. It doesn’t just weld; it excavates!
So, you’ve got your 1/8 6010. You’re revved up, helmet down, ready to lay down some glorious, chunky beads. But then you stare at that big, beautiful knob on your welding machine. "Amps," it says. And suddenly, it feels less like a tool and more like a riddle wrapped in an enigma, sprinkled with pixie dust and high-voltage warnings. What's the magic number?
Think of amperage like the volume control on a rock concert. Too low, and the band sounds like they're playing inside a sock drawer – weak, sputtery, and utterly unsatisfying. Too high, and it's a ear-splitting, speaker-blowing mess that’ll make your eyeballs vibrate. Your goal with the 6010 is to find that Goldilocks zone where the music is just right, loud enough to feel it in your chest, but not so loud it melts your face off.
Must Read
The Elusive Amperage Sweet Spot for 1/8 6010
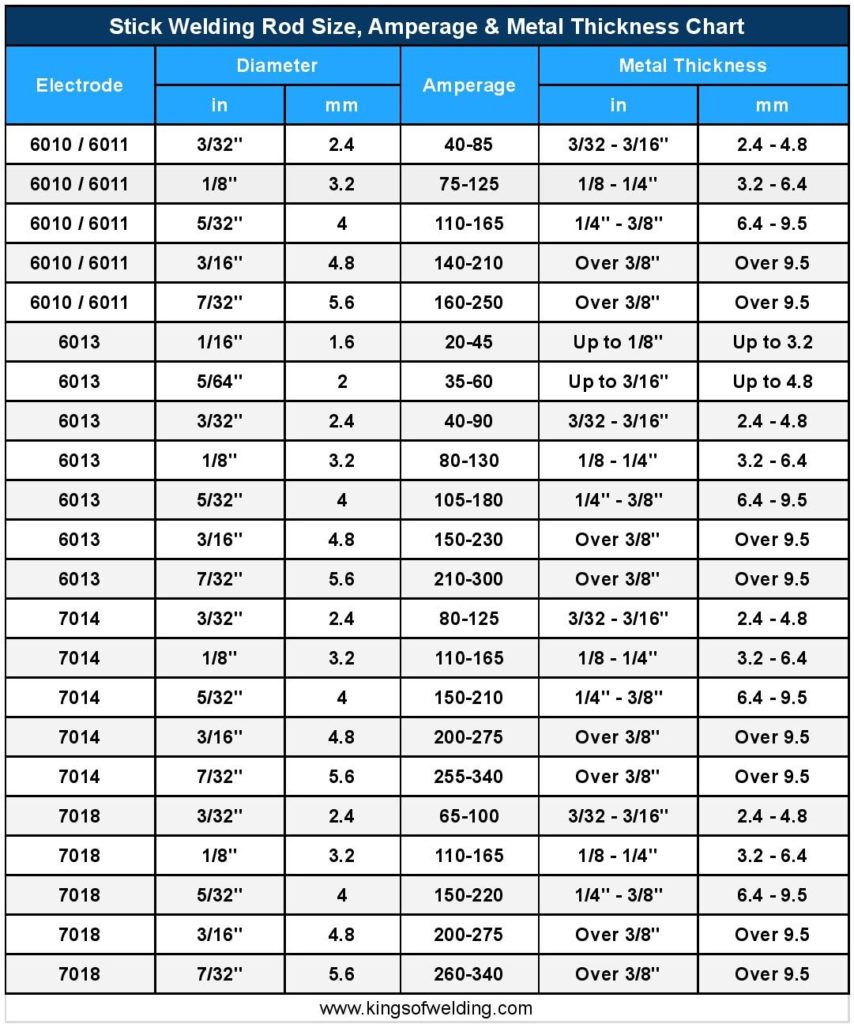
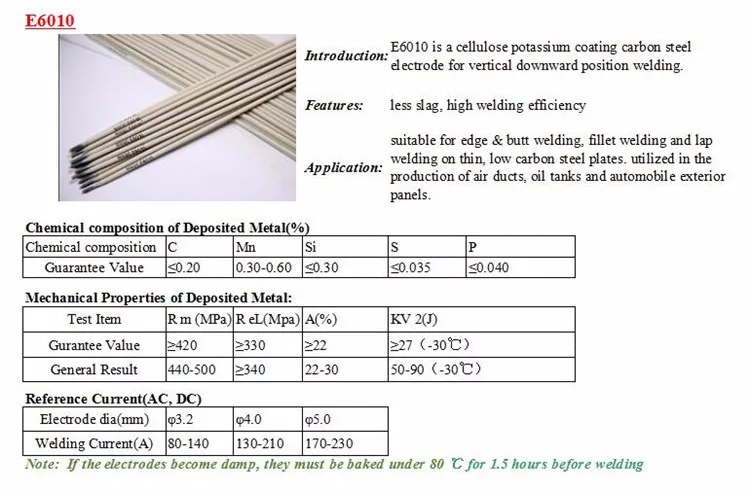
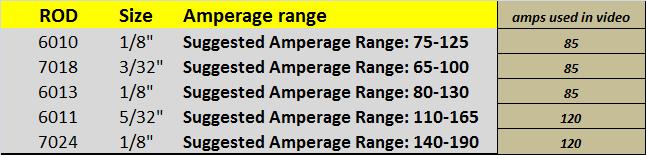
For our good friend, the 1/8 6010 rod, especially if you're running it on DC reverse polarity (DCRP or DCEP) – which it absolutely adores, by the way, like a cat loves a sunbeam – you're generally looking at a range of about 75 to 125 amps. Yes, that's a pretty broad spectrum, isn't it? It's like asking someone for the "right" amount of cheese on a pizza. Depends on who you ask, and what kind of pizza!
Why such a wide range? Because welding isn't just about the rod; it's a cosmic dance involving your material, your technique, the phase of the moon (okay, maybe not that last one), and even what you had for breakfast. Every variable wants a say in the final amp setting.
Factors That Make Your Amps Dance
Let's break down what pulls those amp settings up or pushes them down:
1. Material Thickness: This is the big kahuna. Welding thin sheet metal? You’ll need fewer amps. Think 75-90 amps. Trying to fuse two pieces of heavy-duty structural steel that could stop a small tank? You'll be cranking it up closer to the 100-125 amp range. It's like trying to cut butter with a hot knife versus trying to slice through a frozen brick of ice cream – different tools, different heat settings.

2. Joint Type and Position: A flat fillet weld on a thick plate might want a bit more oomph. But if you’re trying to weld overhead, defying gravity like a welding ninja, you might dial it down just a touch to prevent that molten puddle from sagging onto your head. Gravity is a cruel mistress, especially in welding!
3. Metal Cleanliness (or lack thereof): The 6010 is famous for its ability to burn through rust, paint, and general grime. It's truly impressive! But even this superhero has its limits. If your metal looks like it was recently excavated from a pirate shipwreck, you might need a few extra amps to help that arc really dig in and clean as it goes. Think of it as giving it an extra shot of caffeine to tackle the dirty work.
4. Your Machine's Personality: Some older, transformer-based machines run a bit "colder" or "hotter" than their inverter cousins. You might find yourself needing to tweak those dials to get the same feel. It’s like different ovens: 350°F in one might be 375°F in another!
5. Your Travel Speed and Arc Length: This is where your skill comes into play. A faster travel speed might require a touch more amperage to keep up. A super-tight arc can concentrate heat more effectively, sometimes allowing for slightly lower amps. It’s a delicate balance, like juggling flaming chainsaws – don't ask me how I know!
The Hilarious Horrors of Too Low Amps
Set your amps too low, and you'll know it. The arc will be flaky, sputtering like an old car trying to start on a winter morning. It’ll stick to the workpiece like glue, giving you an impressive display of "arc-sticking ballet." Your bead will look lumpy, cold, with poor fusion and likely a bunch of unsightly porosity. It won't penetrate worth a darn, sitting on top like a sad, lonely worm. You'll be cursing the machine, the rod, and probably your life choices.
The Fiery Frustration of Too High Amps
Crank it up too high, and oh boy, you're in for a different kind of show. The arc will be aggressive, angry, and uncontrollable. You’ll be blowing holes in your workpiece faster than a hyperactive gopher. Undercut will be your constant companion, and spatter will fly everywhere, decorating your shop like a glitter bomb exploded. The puddle will be a giant, molten mess that refuses to be tamed, looking less like a weld and more like the aftermath of a small, localized volcanic eruption.
Finding Your Personal 6010 Zen Zone
So, what’s the secret? Start in the middle of that range, say around 90-100 amps for 1/8 6010 on mild steel. Make a test weld. Does it sound like a happy, sizzling bacon strip, or a dying badger? Is the puddle behaving, or is it trying to escape? Adjust in small increments (5-10 amps at a time). Listen to the arc. Observe the puddle. Feel the heat.
Practice, practice, practice! The 1/8 6010 is a fantastic rod for developing feel because it's so responsive. Soon, you'll develop an intuition for just the right amperage, and you'll be laying down beautiful, deeply penetrating welds that would make a seasoned pro nod in approval. Or at least not openly mock you. Happy welding, my friends!